Fundición a baja presión
¿Qué es la fundición a baja presión?
Fundición a baja presión significa que el molde se coloca generalmente sobre un crisol sellado, y se introduce aire comprimido en el crisol para causar una baja presión (0.06 ~ 0.15MPa) en la superficie del metal fundido, de modo que el metal fundido se eleva desde el tubo ascendente para llenar el molde y controlar el método de fundición solidificada. Este método de fundición tiene una buena alimentación y una estructura compacta. Es fácil fundir piezas fundidas complejas grandes y de paredes delgadas sin contrahuellas, y la tasa de recuperación de metal puede alcanzar el 95%. Sin contaminación, fácil de realizar la automatización. Sin embargo, el costo del equipo es alto y la eficiencia de producción es baja. Generalmente se utiliza para la fundición de aleaciones no ferrosas.
La fundición a baja presión es un método de fundición en el que la aleación líquida se presiona en la cavidad del molde de abajo hacia arriba bajo presión y se solidifica bajo presión para obtener piezas fundidas. El crisol sellado se llena con aire comprimido seco o gas inerte. Con la ayuda de la presión que actúa sobre la superficie del metal fundido, el metal fundido llena el molde suavemente a lo largo del tubo ascendente de abajo hacia arriba a través del canal. La presión de llenado es generalmente de 20 ~ 60 kPa. Cuando la pieza fundida está completamente solidificada, se libera la presión del gas sobre la superficie del líquido, de modo que el metal fundido no solidificado en la tubería ascendente y el canal fluye hacia el crisol por su propio peso, luego se abre el molde y se echa la pieza fundida. sacado.
El proceso de producción de fundición a baja presión incluye los siguientes cuatro procedimientos básicos:
- - Fundición de metales y preparación de moldes o moldes de fundición.
- - Preparativos antes del vertido: incluido el sellado del crisol (ajuste de la tapa de sellado), la eliminación de escoria en el tubo ascendente, la medición del nivel de líquido, la prueba de sellado, el emparejamiento de moldes, el ajuste del molde o molde, etc.
- - Vertido: incluye elevación de líquidos, llenado, presurización, solidificación, alivio de presión y enfriamiento, etc.
- - Desmoldeo: incluido el desmoldeo y el desmoldeo.
La aplicación de la fundición a baja presión
La fundición a baja presión es la primera tecnología de fundición antigravedad y se ha utilizado en la producción industrial desde la década de 1940. La fundición a baja presión es una fundición a presión normal y las piezas no sometidas a tensión pueden utilizar este proceso. Hoy en día, la fundición a baja presión se utiliza principalmente para producir piezas de aleación de aluminio y aleación de magnesio, como ruedas de automóvil en la industria del automóvil, bloques de cilindros, culatas de cilindros, pistones, proyectiles de misiles, impulsores, ruedas de guía de viento y otras piezas fundidas con formas complejas y requisitos de alta calidad en la industria del automóvil. Cuando se utiliza fundición a baja presión para producir acero fundido, como ruedas de acero fundido, el tubo ascendente debe estar hecho de materiales refractarios especiales. La fundición a baja presión también se puede aplicar a pequeñas fundiciones de aleación de cobre, como accesorios de tubería, grifos en baños, etc. La tecnología se ha industrializado en el extranjero.

Las características de la fundición a baja presión
La fundición a baja presión puede usar arena, metal, grafito, etc. El proceso de llenado es diferente de la fundición por gravedad, como la fundición de metales y la fundición en arena, y también es diferente de la fundición a presión con llenado a alta presión y alta velocidad. Tiene las siguientes ventajas:
- - El llenado con metal fundido puro mejora la pureza de las piezas fundidas. Dado que la escoria fundida generalmente flota sobre la superficie del metal fundido, la colada a baja presión se llena con el metal fundido en la parte inferior del crisol a través del tubo ascendente, lo que evita por completo la posibilidad de que la escoria fundida entre en la cavidad del molde. .
- - El relleno de metal líquido es estable, reduciendo o evitando el volteo, impacto y salpicadura del metal líquido durante el llenado, reduciendo así la formación de escoria oxidada.
- - La fundición tiene buena formabilidad. El metal fundido se llena a presión, lo que puede mejorar la fluidez del metal fundido, lo que favorece la formación de piezas de fundición con contornos claros y superficies lisas, y es más beneficioso para la formación de piezas de fundición grandes de paredes delgadas.
- - La fundición cristaliza y solidifica bajo presión, que puede alimentarse completamente y la estructura de la fundición es densa.
- - Mejora el rendimiento de metal fundido. En circunstancias normales, no hay necesidad de un elevador, y el metal no condensado en el tubo elevador se puede calentar a reflujo al crisol para un uso repetido, lo que mejora en gran medida el rendimiento del metal fundido. Generalmente hasta el 90%,
- - Producción y operación convenientes, buenas condiciones de trabajo, alta eficiencia de producción, mecanización y automatización fáciles de realizar,
- - La fundición a baja presión también tiene algunas deficiencias, la inversión en equipos y moldes es relativamente grande; en la producción de fundiciones de aleación de aluminio, el crisol y el tubo ascendente están en contacto con el metal fundido durante mucho tiempo, que es susceptible a la corrosión y la chatarra, lo que también hará que el metal fundido aumente el hierro y deteriore el rendimiento.
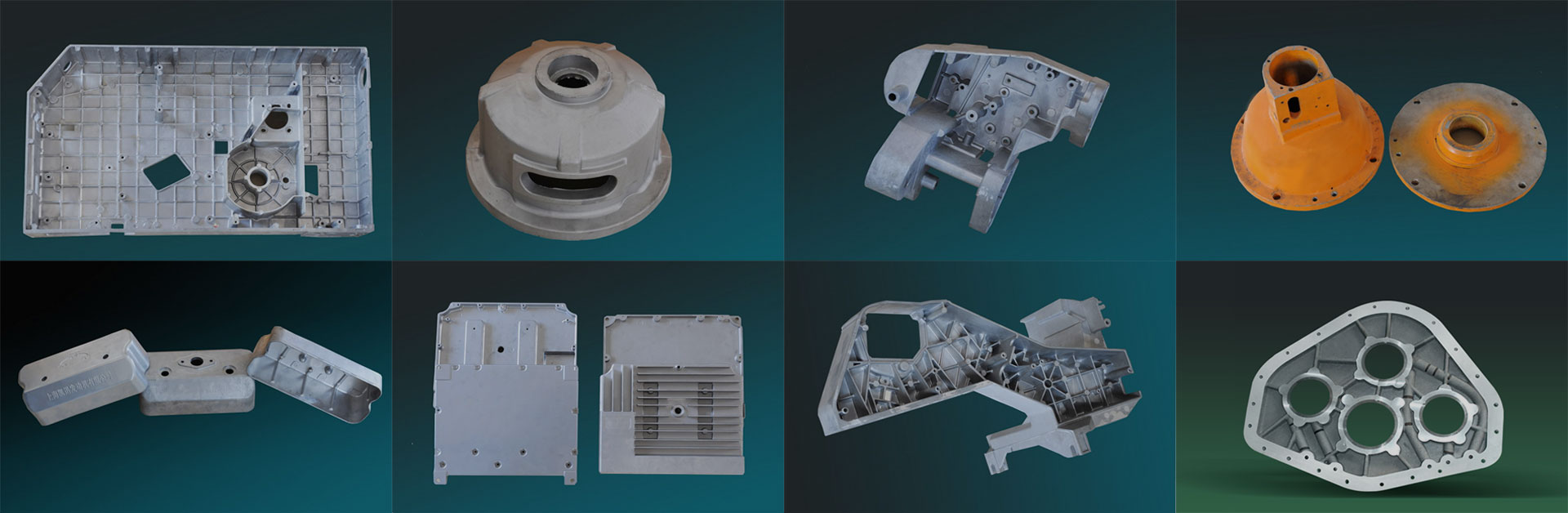
Escenario de producción de diferentes tipos de fundición a baja presión
Minghe siempre se adhiere a los requisitos del cliente y los estándares de servicio de la empresa. En cualquier enlace de diseño de moldes, ensamblaje de moldes, depuración de moldes, producción de prueba de moldes, proceso de fundición, etc., hay ingenieros dedicados para mantenerlo al teléfono;

| Taller de piezas de fundición a baja presión 1 ▶ |

| Taller de piezas de fundición a baja presión 2 ▶ |

| Taller de piezas de fundición a baja presión 3 ▶ |

| Taller de piezas de fundición a baja presión 4▶ |

| Taller de piezas de fundición a baja presión 5▶ |

| Taladradora y roscadora multifuncional▶ |

| Equipos de templado-revenido de productos de aleación de aluminio ▶ |

| Prensa hidráulica de salida▶ |

| Horno▶ |

| Máquina de colado de núcleo de equipo de vertido a baja presión▶ |

| Máquina de colada de baja presión▶ |

| Cuerpo de la caja de cambios de producto de fundición a baja presión▶ |
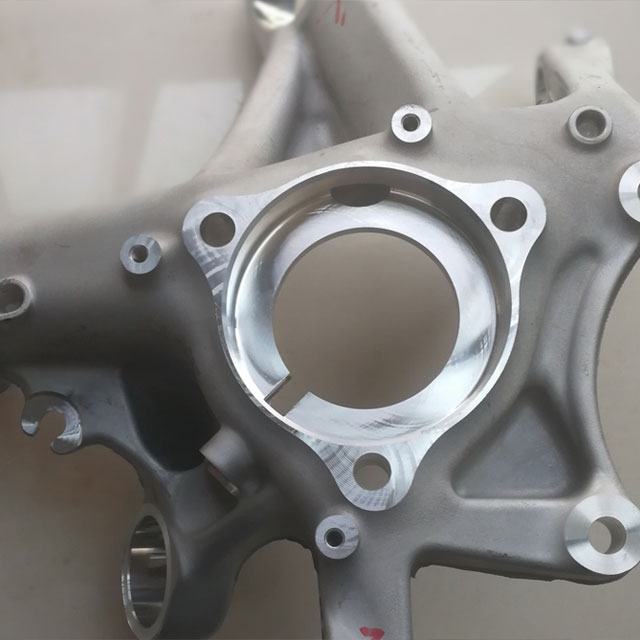
Los estudios de caso de Minghe sobre fundición a baja presión
Los servicios de fabricación de Minghe Casting están disponibles tanto para el diseño a la realidad como para tiradas de producción de bajo a alto volumen de sus piezas de fundición a presión, piezas de fundición en arena, piezas de fundición de inversión, piezas de fundición de metal, piezas de fundición de espuma perdidas y más.






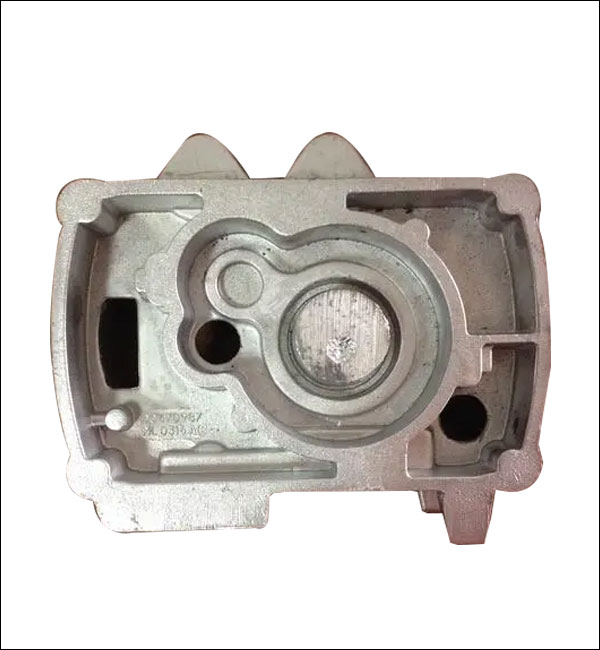


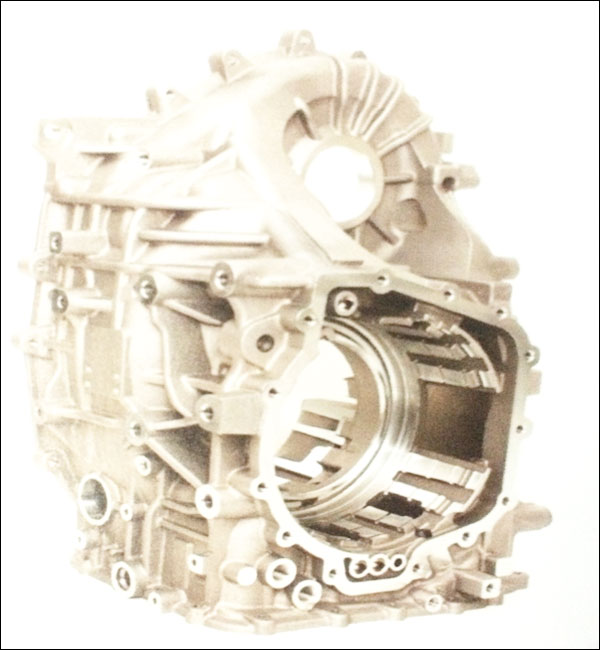


Ir a ver más estudios de casos de piezas de fundición >>>
Elija el mejor proveedor de fundición a baja presión
Actualmente, nuestras piezas de fundición a baja presión se exportan a Estados Unidos, Canadá, Australia, Reino Unido, Alemania, Francia, África del Sur y muchos otros países de todo el mundo. Estamos registrados en ISO9001-2015 y también certificados por SGS.
Nuestro servicio personalizado de fabricación de piezas fundidas a baja presión proporciona piezas fundidas duraderas y asequibles que cumplen con sus especificaciones para las industrias automotriz, médica, aeroespacial, electrónica, alimentaria, de construcción, de seguridad, marina y más. Rápido para enviar su consulta o enviar sus dibujos para obtener un presupuesto gratuito en el menor tiempo posible. ventas@hmminghe.com para ver cómo nuestra gente, equipos y herramientas pueden brindar la mejor calidad al mejor precio para su proyecto de fundición a baja presión.
Ofrecemos servicios de casting que incluyen:
Servicios de fundición de Minghe que trabajan con fundición en arena, fundición de metales, fundición de inversión, fundición de espuma perdida, y más.
Moldeo en arena
Moldeo en arena es un proceso de fundición tradicional que utiliza arena como material de modelado principal para hacer moldes. La fundición por gravedad se utiliza generalmente para moldes de arena, y la fundición a baja presión, la fundición centrífuga y otros procesos también se pueden utilizar cuando existen requisitos especiales. La fundición en arena tiene un amplio rango de adaptabilidad, se pueden utilizar piezas pequeñas, piezas grandes, piezas simples, piezas complejas, piezas únicas y grandes cantidades.
Fundición de molde permanente
Fundición de molde permanente tienen una larga vida útil y una alta eficiencia de producción, no solo tienen una buena precisión dimensional y una superficie lisa, sino que también tienen una mayor resistencia que las piezas de fundición en arena y es menos probable que se dañen cuando se vierte el mismo metal fundido. Por lo tanto, en la producción en masa de piezas fundidas de metales no ferrosos medianas y pequeñas, siempre que el punto de fusión del material de fundición no sea demasiado alto, generalmente se prefiere la fundición de metales.

Fundición de inversiones
La mayor ventaja de fundición de inversión es que debido a que las fundiciones de inversión tienen alta precisión dimensional y acabado superficial, pueden reducir el trabajo de mecanizado, pero dejan un poco de margen de mecanizado en las piezas con requisitos más altos. Se puede ver que el uso del método de fundición por inversión puede ahorrar una gran cantidad de equipos de máquina herramienta y horas de trabajo de procesamiento, y ahorrar en gran medida las materias primas metálicas.
Fundición de espuma perdida
Fundición de espuma perdida consiste en combinar modelos de cera de parafina o espuma similares al tamaño y la forma de la fundición en grupos de modelos. Después de cepillar y secar los revestimientos refractarios, se entierran en arena de cuarzo seca para modelar la vibración y se vierten a presión negativa para gasificar el modelo. , El metal líquido ocupa la posición del modelo y forma un nuevo método de fundición después de la solidificación y enfriamiento.

Die Casting
La fundición a presión es un proceso de fundición de metales, que se caracteriza por aplicar alta presión al metal fundido utilizando la cavidad del molde. Los moldes suelen estar hechos de aleaciones de mayor resistencia y este proceso es algo similar al moldeo por inyección. La mayoría de las piezas de fundición a presión no contienen hierro, como zinc, cobre, aluminio, magnesio, plomo, estaño y aleaciones de plomo-estaño y sus aleaciones. Minghe ha sido la parte superior de China servicio de fundición a presión desde 1995.
Fundición centrífuga
Fundición centrífuga es una técnica y método de inyección de metal líquido en un molde giratorio de alta velocidad, de modo que el metal líquido tiene un movimiento centrífugo para llenar el molde y formar una fundición. Debido al movimiento centrífugo, el metal líquido puede llenar bien el molde en la dirección radial y formar la superficie libre de la pieza fundida; afecta el proceso de cristalización del metal, mejorando así las propiedades mecánicas y físicas de la fundición.

Fundición a baja presión
Fundición a baja presión significa que el molde generalmente se coloca sobre un crisol sellado, y se introduce aire comprimido en el crisol para causar una baja presión (0.06 ~ 0.15MPa) en la superficie del metal fundido, de modo que el metal fundido se eleva desde el tubo ascendente hasta Llene el molde y controle el método de fundición solidificado. Este método de fundición tiene una buena alimentación y una estructura densa, fácil de fundir fundiciones complejas de paredes delgadas grandes, sin elevadores y una tasa de recuperación de metal del 95%. Sin contaminación, fácil de realizar la automatización.