
Fundición a presión de pared delgada
¿Qué es la fundición a presión de pared delgada?
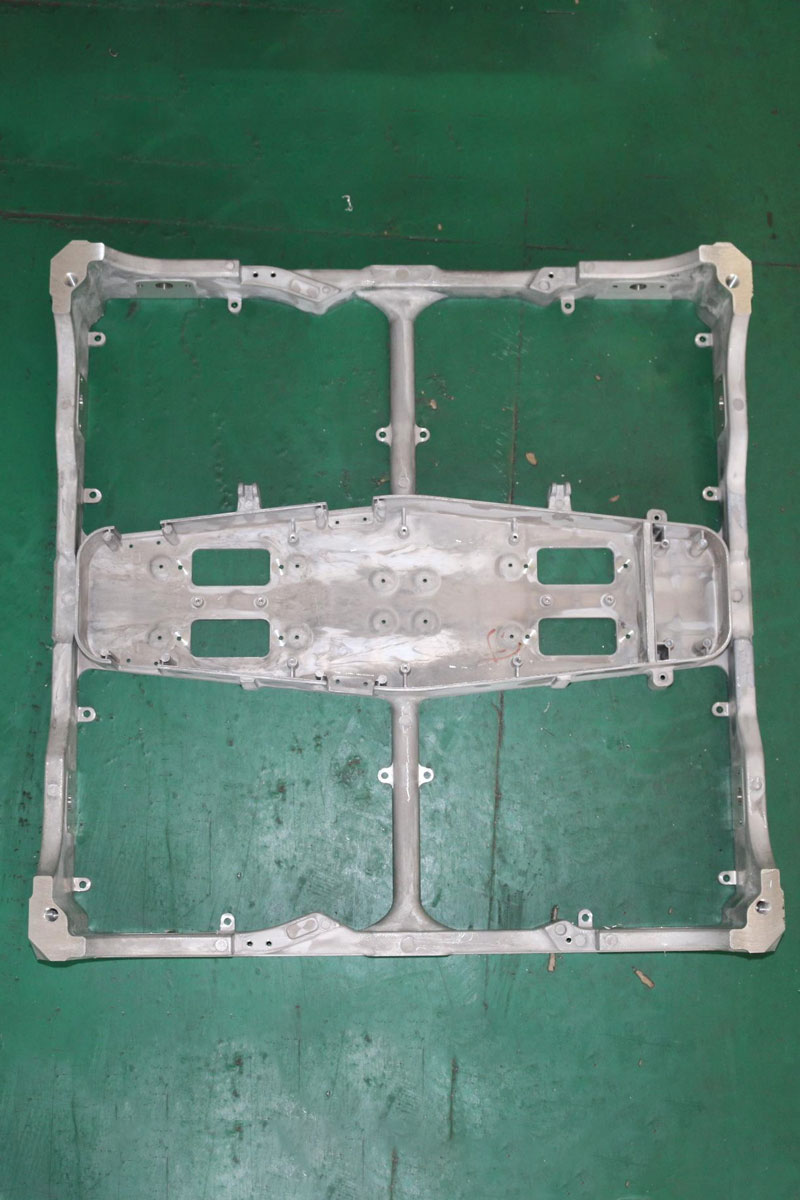
En la búsqueda de una estructura razonable y un peso ligero de piezas y componentes, la industria aeroespacial, automotriz, de armas y otras industrias han reemplazado las piezas que originalmente estaban compuestas por varias piezas fundidas, forjadas y mecanizadas simples por una pieza fundida integral. Las piezas de fundición de aleación no ferrosa con un espesor de pared de 2.0 a 4.0 mm se denominan piezas de fundición de pared delgada, y las piezas de fundición de aleación de aluminio con un espesor de pared de menos de 2.0 mm se denominan piezas de fundición de pared ultradelgada. Como proceso de formación rápido casi neto, la fundición a presión tiene las características de alta eficiencia de producción, alta precisión dimensional y la capacidad de formar piezas fundidas de cavidades profundas de paredes delgadas con formas complejas y contornos claros. Es especialmente adecuado para el diseño integrado y la conformación general de piezas complejas de paredes delgadas.
En la producción de fundición a presión de piezas de aleación de aluminio de paredes delgadas, existen muchas deficiencias desde el diseño hasta el equipo y la simulación del proceso de llenado. Se necesita más investigación sobre la precisión de la aleación, la máquina de fundición a presión, el tratamiento térmico y la simulación.
La Piezas fundidas de paredes delgadas de aleaciones de aluminio con características de peso ligero y buenas propiedades mecánicas tienen buenas perspectivas para producir estructuras grandes y complejas, como carrocerías de vehículos y chasis de automóviles. En Minghe Casting, brindamos servicios de fundición a presión de pared delgada líderes en la industria para sus necesidades de piezas de aluminio

¿Por qué elegir los servicios de fundición a presión de pared delgada de Minghe?
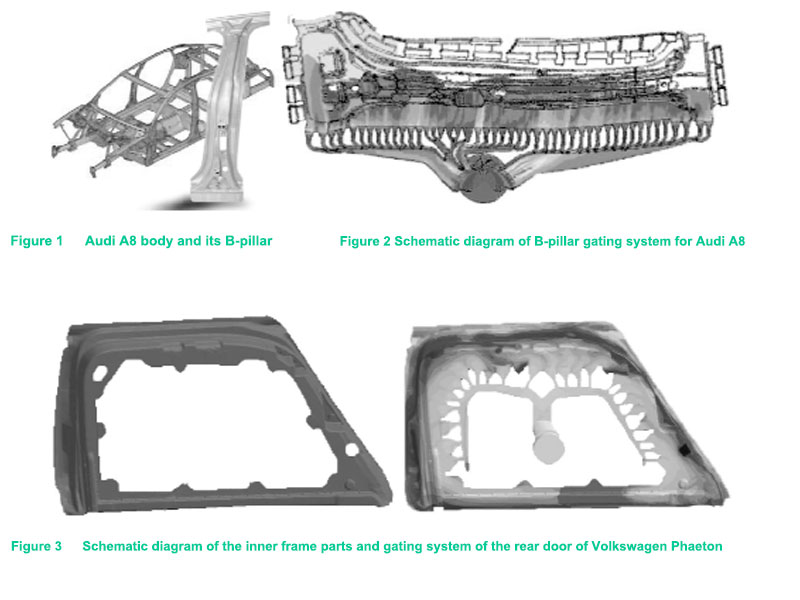
Aleación de aluminio piezas de fundición de pared delgada se utilizan principalmente en la carrocería y el chasis de automóviles de alta gama. La Figura 1 es la estructura del marco espacial de aleación de aluminio de la carrocería del Audi A8. El pilar B es la pieza fundida con el tamaño más grande, la forma más compleja y los requisitos de rendimiento mecánico más altos. El tamaño exterior es de aproximadamente 1 mm × 200 mm × 200 mm y el grosor de la pared es de 100 .1 ~ 0 mm, la Figura 2.5 es un diagrama esquemático de su sistema de compuerta. Se puede ver en la Figura 2 y la Figura 2 que este tipo de sistema de compuerta adopta un método de compuerta interna de múltiples rendijas y, al mismo tiempo, utiliza un sistema de vacío para ayudar, requiere una máquina de temperatura del molde para controlar la temperatura del molde y el la fundición debe someterse a un tratamiento térmico especial para cumplir con los requisitos de uso final, pero los parámetros específicos del proceso de fundición a presión al vacío y tratamiento térmico se mantienen en secreto.
En la actualidad, solo unas pocas empresas en China pueden producir piezas de fundición a presión de aleación de aluminio de paredes delgadas, como las vigas del eje trasero del chasis de un automóvil, las vigas longitudinales delanteras de la carrocería, los pilares B y los marcos longitudinales del bastidor, etc. Las fundiciones a presión se utilizan principalmente en la tapa de la culata del motor.
Minghe Casting utiliza fundición a presión para producir tapas de culata de cilindros de aluminio ADC12 calificadas con un espesor de pared promedio de menos de 2.5 mm. Comuníquese con nuestros expertos en fundición a presión para ayudarlo a seleccionar el mejor proceso para satisfacer las necesidades de su proyecto de fundición a presión, o solicite un cotice en su proyecto de fundición a presión en cámara caliente hoy.
Capacidades de los servicios de fundición a presión de China
Minghe Casting ofrece y es capaz de producir proyectos de mediano y largo plazo al brindar nuestros servicios de fundición a presión. Minghe Casting ha proporcionado los servicios de fundición a presión líderes en la industria durante más de 35 años en una variedad de tecnologías para una amplia gama de aplicaciones.

| Fundición a presión en cámara caliente |
| Fundición a presión en cámara caliente para aleaciones de bajo punto de fusión. Podemos ayudar con las aleaciones de bajo punto de fusión. |

| Fundición a presión de cámara fría |
| Fundición a presión en cámara fría para componentes fuertes y producción rápida |

| Fundición a presión de pared delgada |
| Relación resistencia-peso ideal; fundición a presión de pared delgada para piezas de aluminio complejas y livianas |
| Fabricación de moldes |
| Los moldes de fundición a presión de Minghe utilizan aleaciones de aluminio y zinc para producir piezas fundidas idénticas de pequeñas a grandes series. |

| Fundición por gravedad |
| El método tiene ventajas como la rentabilidad, la buena calidad y el control del proceso sobre otras técnicas de fundición. |
| Mecanizado cnc |
| Minghe ofrece mecanizado CNC interno como complemento a los servicios de fundición a presión de Minghe. |
China Minghe a presión materiales de fundición
Servicios de fundición a presión de Minghe que trabajan con aluminio, zinc y otros.

Fundición a presión de aluminio
- A360
- A380
- ADC6
- ADC10
- ADC12
- ALSi12
- ALSi9Cu3

Fundición a presión de zinc
- Zamak3
- Zamak5
- Zamak8
- Zamak12

Fundición a presión de magnesio
- AM50A
- AM60B
- AZ91D
- AZ63A

Otro material de fundición
- Titanio
- Cobre
- Bronce
- Acero
- Acero Inoxidable
- Hierro fundido
Aplicaciones de los servicios de fundición a presión MINGHE
Las piezas de fundición a presión están a su alrededor, pueden ser componentes importantes de su automóvil y también pueden realizar funciones vitales en su equipo eléctrico. Minghe es un proveedor de fundición consumado que se dedica a una amplia gama de aplicaciones de fundición a presión.
Nuestras piezas de fabricación son adecuadas para las siguientes industrias:
 |
AUTOMOTRIZ INDUSTRIA |
 |
ACCIDENTE INDUSTRIA |
 |
MAQUINARIA INDUSTRIA |
 |
ILUMINACIÓN LED INDUSTRIA |
 |
DISIPADOR DE CALOR INDUSTRIA |
 |
BATERÍA DE COCINA INDUSTRIA |
 |
VALVULA DE BOMBA INDUSTRIA |
 |
DISPOSITIVO MÉDICO INDUSTRIA |
 |
TELECOM INDUSTRIA |
 |
BICICLETA INDUSTRIA |
 |
AEROESPACIAL INDUSTRIA |
 |
ELECTRÓNICA INDUSTRIA |
 |
PANTALLA DE PANTALLA INDUSTRIA |
 |
ROBOTS INDUSTRIA |
 |
MÁS INDUSTRIA |

Las ventajas de Minghe Thin Wall Die Cast
- Se pueden obtener las formas complejas de las piezas y se puede mejorar el rendimiento de las piezas. Además, se reduce el trabajo de montaje.
- Se pueden obtener piezas de fundición a presión duraderas y dimensionalmente estables con formas específicas, por lo que no se requiere mecanizado o se requiere menos mecanizado.
- Las piezas de fundición a presión pueden tener muchas técnicas y superficies de acabado. El proceso es capaz de lograr superficies de piezas lisas o texturizadas.
- La configuración de la pieza de forma neta se puede lograr.
- Se puede lograr una alta precisión dimensional.
- Producción rápida.
- Se pueden lograr paredes más delgadas en comparación con la fundición de inversión.
- Amplia gama de formas posibles.
- Se pueden fundir hilos externos.
- Los orificios se pueden perforar al tamaño de la broca de rosca interna.
Los estudios de caso de Minghe sobre fundición a presión de pared delgada
Si tiene un diseño de pieza complejo, Minghe Casting Company puede ayudarlo a convertirlo en realidad. Con el equipo adecuado, un sólido conocimiento técnico y un enfoque en la calidad. Desde el diseño de la herramienta hasta el acabado y luego hasta el envío, Minghe Casting garantiza que cada proyecto se complete con un alto nivel y que sus pedidos se entreguen a tiempo, en todo momento. .











Ir a ver más estudios de casos de piezas de fundición >>>
Elija el mejor servicio de fundición a presión de pared delgada
Actualmente, nuestras piezas de fundición a presión de pared delgada se exportan a Estados Unidos, Canadá, Australia, Reino Unido, Alemania, Francia, África del Sur y muchos otros países de todo el mundo. Estamos registrados en ISO9001-2015 y también certificados por SGS.
Personalizado servicio de fundición a presión de china proporciona piezas fundidas duraderas y asequibles que cumplen con sus especificaciones para las industrias automotriz, médica, aeroespacial, electrónica, alimentaria, de la construcción, de seguridad, marina y más. Rápido para enviar su consulta o enviar sus dibujos para obtener un presupuesto gratuito en el menor tiempo posible. ventas@hmminghe.com para ver cómo nuestra gente, equipos y herramientas pueden brindar la mejor calidad al mejor precio para su proyecto de fundición a presión de pared delgada.
Ofrecemos servicios de casting que incluyen:
Servicios de fundición de Minghe que trabajan con fundición en arena, fundición de metales, fundición de inversión, fundición de espuma perdida, y más.
Moldeo en arena
Moldeo en arena es un proceso de fundición tradicional que utiliza arena como material de modelado principal para hacer moldes. La fundición por gravedad se utiliza generalmente para moldes de arena, y la fundición a baja presión, la fundición centrífuga y otros procesos también se pueden utilizar cuando existen requisitos especiales. La fundición en arena tiene un amplio rango de adaptabilidad, se pueden utilizar piezas pequeñas, piezas grandes, piezas simples, piezas complejas, piezas únicas y grandes cantidades.
Fundición de molde permanente
Fundición de molde permanente tienen una larga vida útil y una alta eficiencia de producción, no solo tienen una buena precisión dimensional y una superficie lisa, sino que también tienen una mayor resistencia que las piezas de fundición en arena y es menos probable que se dañen cuando se vierte el mismo metal fundido. Por lo tanto, en la producción en masa de piezas fundidas de metales no ferrosos medianas y pequeñas, siempre que el punto de fusión del material de fundición no sea demasiado alto, generalmente se prefiere la fundición de metales.

Fundición de inversiones
La mayor ventaja de fundición de inversión es que debido a que las fundiciones de inversión tienen alta precisión dimensional y acabado superficial, pueden reducir el trabajo de mecanizado, pero dejan un poco de margen de mecanizado en las piezas con requisitos más altos. Se puede ver que el uso del método de fundición por inversión puede ahorrar una gran cantidad de equipos de máquina herramienta y horas de trabajo de procesamiento, y ahorrar en gran medida las materias primas metálicas.
Fundición de espuma perdida
Fundición de espuma perdida consiste en combinar modelos de cera de parafina o espuma similares al tamaño y la forma de la fundición en grupos de modelos. Después de cepillar y secar los revestimientos refractarios, se entierran en arena de cuarzo seca para modelar la vibración y se vierten a presión negativa para gasificar el modelo. , El metal líquido ocupa la posición del modelo y forma un nuevo método de fundición después de la solidificación y enfriamiento.

Die Casting
La fundición a presión es un proceso de fundición de metales, que se caracteriza por aplicar alta presión al metal fundido utilizando la cavidad del molde. Los moldes suelen estar hechos de aleaciones de mayor resistencia y este proceso es algo similar al moldeo por inyección. La mayoría de las piezas de fundición a presión no contienen hierro, como zinc, cobre, aluminio, magnesio, plomo, estaño y aleaciones de plomo-estaño y sus aleaciones. Minghe ha sido la parte superior de China servicio de fundición a presión desde 1995.
Fundición centrífuga
Fundición centrífuga es una técnica y método de inyección de metal líquido en un molde giratorio de alta velocidad, de modo que el metal líquido tiene un movimiento centrífugo para llenar el molde y formar una fundición. Debido al movimiento centrífugo, el metal líquido puede llenar bien el molde en la dirección radial y formar la superficie libre de la pieza fundida; afecta el proceso de cristalización del metal, mejorando así las propiedades mecánicas y físicas de la fundición.

Fundición a baja presión
Fundición a baja presión significa que el molde generalmente se coloca sobre un crisol sellado, y se introduce aire comprimido en el crisol para causar una baja presión (0.06 ~ 0.15MPa) en la superficie del metal fundido, de modo que el metal fundido se eleva desde el tubo ascendente hasta Llene el molde y controle el método de fundición solidificado. Este método de fundición tiene una buena alimentación y una estructura densa, fácil de fundir fundiciones complejas de paredes delgadas grandes, sin elevadores y una tasa de recuperación de metal del 95%. Sin contaminación, fácil de realizar la automatización.