
Efecto de la temperatura de recocido en un rollo de hierro dúctil de molibdeno con bajo contenido de cromo refrigerado
Afectado por el proceso de fundición, el rodillo de hierro dúctil con bajo contenido de cromo y molibdeno enfriado tiene una tensión de fundición relativamente grande en el estado de fundición, por lo que se requiere un tratamiento de recocido de alivio de tensión. La práctica ha demostrado que la temperatura de recocido de alivio de tensión no solo afecta el grado de alivio de tensión de fundición, sino que también afecta la estructura y el rendimiento del rodillo.
Usando un horno eléctrico de inducción de frecuencia industrial para fundir hierro fundido, proceso de vertido por vertido inferior, el diámetro de la superficie de trabajo del rodillo es de 288 mm y la composición se muestra en la Tabla 1. Utilice un torno para cortar un espesor de 20 mm y 40 mm de ancho (dimensión radial ) anillo de la capa enfriada laminada. El anillo se cortó en varias muestras, las cuales fueron recocidas y tratadas térmicamente a diferentes temperaturas, y luego se observó la estructura metalográfica y la dureza.
La Figura 1 muestra la estructura metalográfica del exterior del anillo de corte por rollo (cerca del tipo frío) y el interior del anillo de corte (cerca del núcleo del rollo). La Figura 1a y la Figura 1b muestran que la estructura tal como está fundida del rodillo es perlita, ledeburita y carburo. La cantidad de carburos en el exterior del anillo tangente es mayor y la cantidad de perlita es menor, y la cantidad de carburos en el interior del anillo tangente es menor y la cantidad de perlita es mayor. . La prueba muestra que incluso si la temperatura de recocido alcanza los 600 ° C y el tiempo de mantenimiento es de 4 horas, la estructura del rodillo aún no tiene cambios evidentes, como se muestra en la Figura 1c y la Figura 1d.

(a) Como moldeado por fuera (b) Como moldeado por dentro
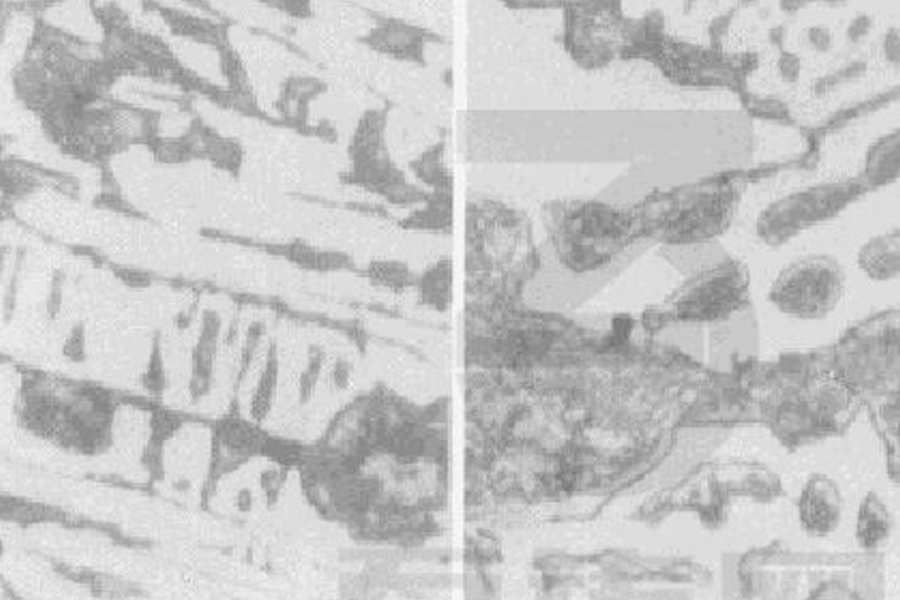
(c) El lado exterior después de un tratamiento térmico de 600 ℃ × 4h (d) El lado interior después de un tratamiento térmico de 600 ℃ × 4h
Figura 1 Estructura metalográfica del rollo
La figura 2 muestra la dureza en diferentes posiciones del anillo de corte de la capa de trabajo del rodillo en el estado tal como está fundido y después de diferentes tratamientos térmicos. La figura muestra que la dureza del rollo disminuye gradualmente desde el exterior hacia el interior del anillo de corte. Después del tratamiento térmico, la dureza del rollo disminuye y la disminución de la dureza aumenta con el aumento de la temperatura del tratamiento térmico. Cuando la temperatura del tratamiento térmico alcanza los 600 ° C, la dureza disminuye considerablemente. De acuerdo con los requisitos del cliente sobre la dureza de los rollos, elegimos una temperatura de recocido de 400 ℃ en la producción.

Discusión
La reducción de la dureza del rodillo después del tratamiento térmico se debe a tres factores. Una es que la estructura metalográfica cambia durante el tratamiento térmico, como la descomposición de carburos. Según la Figura 1, incluso si la temperatura del tratamiento térmico alcanza los 600 ° C, la estructura del rodillo aún no presenta cambios significativos. Este resultado está en línea con el diagrama de fases de ferroaleaciones [1]. Puede observarse que la disminución de la dureza del rodillo no se debe a cambios en la estructura metalográfica. La segunda es que los elementos de aleación se difunden uniformemente y el grado de sobresaturación se reduce durante el proceso de tratamiento térmico, es decir, provocado por cambios en la microestructura. Para determinar el efecto de este factor, el experimento midió la microdureza del carburo y la perlita después de diferentes tratamientos térmicos (ver Figura 3). Los resultados de la medición muestran que la microdureza de la perlita y los carburos se reduce en diversos grados después del tratamiento térmico. Este fenómeno debe conducir a una reducción de la dureza macroscópica del rollo. El tercero es la reducción de la dureza macroscópica del rodillo con el alivio de la tensión de fundición.
Conclusión
Después de que el rodillo de hierro dúctil de molibdeno bajo en cromo enfriado se templa y se trata térmicamente a menos de 600 ° C, la estructura metalográfica no cambia significativamente, pero la dureza macroscópica se reduce. Cuando la temperatura del tratamiento térmico es inferior a 450 ° C, la dureza conjunta disminuye un poco, y cuando la temperatura del tratamiento térmico es superior a 600 ° C, la dureza disminuye más. La razón de la disminución de la dureza macroscópica es la disminución de la microdureza y la eliminación de la tensión de fundición.
Conserve la fuente y la dirección de este artículo para reimprimir: Efecto de la temperatura de recocido en un rollo de hierro dúctil de molibdeno con bajo contenido de cromo refrigerado
Minhe Empresa de fundición a presión se dedican a fabricar y proporcionar piezas de fundición de calidad y alto rendimiento (la gama de piezas de fundición a presión de metal incluye principalmente Fundición a presión de pared delgada,Fundición a presión en cámara caliente,Fundición a presión de cámara fría), Servicio redondo (servicio de fundición a presión,Mecanizado cnc,Fabricación de moldes, Tratamiento de superficie) .Cualquier fundición a presión de aluminio personalizada, fundición a presión de magnesio o Zamak / zinc y otros requisitos de fundición pueden contactarnos.

Bajo el control de ISO9001 y TS 16949, todos los procesos se llevan a cabo a través de cientos de máquinas de fundición a presión avanzadas, máquinas de 5 ejes y otras instalaciones, que van desde desintegradores hasta lavadoras Ultra Sonic.Minghe no solo cuenta con equipos avanzados, sino que también cuenta con profesionales equipo de ingenieros, operadores e inspectores experimentados para hacer realidad el diseño del cliente.

Fabricante por contrato de piezas de fundición a presión. Las capacidades incluyen piezas de fundición a presión de aluminio de cámara fría de 0.15 libras. a 6 libras, configuración de cambio rápido y mecanizado. Los servicios de valor agregado incluyen pulido, vibración, desbarbado, granallado, pintura, enchapado, revestimiento, ensamblaje y herramientas. Los materiales con los que se trabaja incluyen aleaciones como 360, 380, 383 y 413.

Asistencia en el diseño de fundición a presión de zinc / servicios de ingeniería simultáneos. Fabricante personalizado de piezas fundidas de zinc de precisión. Se pueden fabricar piezas de fundición en miniatura, piezas de fundición a presión de alta presión, piezas de fundición de moldes de deslizamiento múltiple, piezas de fundición de moldes convencionales, piezas de fundición unitaria e independiente y piezas de fundición selladas en cavidades. Las piezas fundidas se pueden fabricar en longitudes y anchos de hasta 24 pulgadas con una tolerancia de +/- 0.0005 pulgadas.

Fabricante certificado por ISO 9001: 2015 de magnesio fundido a presión, las capacidades incluyen fundición a presión de magnesio a alta presión de hasta 200 toneladas de cámara caliente y 3000 toneladas de cámara fría, diseño de herramientas, pulido, moldeado, mecanizado, pintura en polvo y líquida, control de calidad completo con capacidades de CMM , montaje, embalaje y entrega.

Certificado ITAF16949. El servicio de casting adicional incluye fundición de inversión,moldeo en arena,Fundición por gravedad, Fundición de espuma perdida,Fundición centrífuga,Fundición al vacío,Fundición de molde permanenteLas capacidades incluyen EDI, asistencia de ingeniería, modelado de sólidos y procesamiento secundario.

Industrias de fundición Estudios de casos de piezas para: automóviles, bicicletas, aeronaves, instrumentos musicales, embarcaciones, dispositivos ópticos, sensores, modelos, dispositivos electrónicos, carcasas, relojes, maquinaria, motores, muebles, joyas, plantillas, telecomunicaciones, iluminación, dispositivos médicos, dispositivos fotográficos, Robots, Esculturas, Equipos de sonido, Equipos deportivos, Herramientas, Juguetes y más.
¿Qué te podemos ayudar a hacer a continuación?
∇ Ir a la página de inicio para Fundición a presión China
→Piezas de fundición-Descubre lo que hemos hecho.
→ Consejos Ralated Acerca de Servicios de fundición a presión
By Fabricante de fundición a presión Minghe | Categorías: Artículos útiles |Material Tags: Fundición de aluminio, Fundición de zinc, Fundición de magnesio, Fundición de titanio, Fundición de acero inoxidable, Fundición de latón,Fundición de bronce,Casting de video,Historia de la empresa,Fundición a presión de aluminio | Comentarios desactivados







